





















- Piedāvājums
- KAN-therm instalācijas sistēmas
- Jaunums! System KAN-therm ultraLINE
- System KAN-therm Push
- System KAN-therm ultraultraPRESS
- System KAN-therm PP
- System KAN-therm Steel
- System KAN-therm Inox
- System KAN-therm Steel Sprinkler
- System KAN-therm Inox Sprinkler
- System KAN-therm Groove
- System KAN-therm Copper
- System KAN-therm Tacker
- System KAN-therm Profil
- System KAN-therm Rail
- System KAN-therm TBS
- System KAN-therm Football
- KAN-therm Kolektori InoxFlow
- KAN-therm Skapji Slim & Slim+
- Piedāvājums
- Instalācijas veidi
- Investments calculator
- Kalkulatori
- Automātika KAN-therm
- KAN-therm instalācijas sistēmas
- Lejuplādēt
- Kvalitātes garantija
- Realizācijas
- Par mums
- Kontakt






1. Cauruļu griešana

2. Cauruļu malu slīpēšana

3. Kontrole

4. Caurules un veidgabala uzstādīšana

5. Caurules ievietošanas dziļuma veidgabalā atzīmēšana


7. 42–108 mm diametru savienojumu presēšana Spaiļu sagatavošana
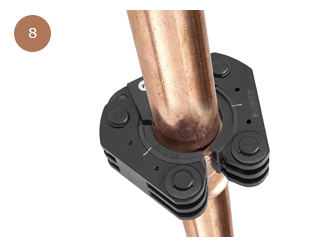
8. Kad spailes ir pareizi novietotas uz veidgabala, tās ir gatavas savienošanai ar presēšanas instrumentu.

9.Presēšanas instrumenta pievienošana spailēm

10. Presēšana
.png)
Savienojumu tehnoloģija
KAN-therm Copper sistēmas instalācijas pamatā ir “press” savienošanas tehnika, izmantojot “M” appresēšanas profilu. Tā ļauj:
.png)
- panākt gredzenblīves kompresiju trīs punktos, lai nodrošinātu, ka blīvējums ir pareizi deformēts un pieguļ caurules virsmai;
- pilnīgi noslēgt vietu, kur atrodas gredzenblīve, appresējot veidgabala apmali ap caurules virsmu. Tādējādi tiek novērsta netīrumu iekļūšana savienojumā un tiek nodrošināta dabīga mehāniska blīvējuma aizsardzība un savienojuma mehāniska pastiprināšana;
- pārbaudīt blīvējuma stāvokli, pateicoties gredzenblīves sēžas formai pie veidgabala malas.
Savienojumu montāža
1. Cauruļu griešana
Grieziet cauruli perpendikulāri tās asij, izmantojot cauruļgriezēju (griezumam jābūt pilnīgam, nenolaužot grieztās caurules daļas). Drīkst izmantot arī citus instrumentus, ja griešanu var veikt perpendikulāri un ja grieztās malas netiek bojātas caurules šķērsgriezuma lūzumu, materiāla zuduma vai citu deformāciju veidā. Instrumentus, kas izraisa ievērojamu karstumu, piemēram, lodlampas, leņķa slīpmašīnas, u. c., izmantot nedrīkst.
2. Cauruļu malu slīpēšana
Izmantojot rokas slīpēšanas instrumentu (76,1–108 mm diametriem: pusapaļa vīle), noslīpējiet grieztās caurules iekšpusi vai ārpusi un notīriet skaidas, kas uzstādīšanas laikā var bojāt gredzenblīvi.
3. Kontrole
Pirms uzstādīšanas, vizuāli pārbaudiet, vai gredzenblīves veidgabalā nav bojātas, kā arī vai tajos nav netīrumu (skaidas vai citi asi objekti), kas var izraisīt gredzenblīvju bojājumus caurules ievietošanas laikā. Kā arī jāpārliecinās, vai attālums starp tuvumā esošiem veidgabaliem nav mazāks par dminpieļaujamo vērtību.
4. Caurules un veidgabala uzstādīšana
Pirms presēšanas caurule ir aksiāli jāievieto savienojumā norādītajā dziļumā (to drīkst viegli pagriezt). Eļļu, smērvielas un taukvielas, lai atvieglotu caurules ievietošanu, izmantot nedrīkst (ūdeni vai ziepju ūdens šķīdumu drīkst izmantot – ieteicams spiediena pārbaudei ar saspiestu gaisu).
5. Caurules ievietošanas dziļuma veidgabalā atzīmēšana
Lai nodrošinātu piemērotu savienojuma stiprumu, nepieciešams uzturēt piemērotu dziļumu A caurules ievietošanai veidgabalā. Pēc caurules ievietošanas veidgabalā cik vien tas dziļi ir iespējams, atzīmējiet nepieciešamo ievietošanas dziļumu uz caurules (vai veidgabala ar gludu galu) ar marķieri. Pēc presēšanas marķējumam jābūt joprojām redzamam tieši pie veidgabala malas. Ievietošanas dziļuma noteikšanai var izmantot arī īpašas veidnes, ar kurām nav nepieciešams pielīdzināt veidgabalu. Vairāku savienojumu vienlaicīgas montāžas gadījumā (ar cauruļu ievietošanu veidgabalos), pirms katra nākamā savienojuma presēšanas jāpārbauda ievietošanas dziļums, aplūkojot marķiera atzīmes uz caurules.
6. Savienojumu presēšana
Pirms sākat presēšanu pārbaudiet instrumentu efektivitāti. Ieteicams izmantot presēšanas instrumentus un spailes, kas iekļautas KAN-therm Copper komplektācijā.
Vienmēr izvēlieties pareizo spaiļu izmēru attiecīgajam sistēmas diametram. Spailes ir jānovieto uz veidgabala tādā veidā, lai spaiļu grope precīzi nosegtu vietu, kur veidgabalā tiek uzstādīta gredzenblīve (veidgabala izliektā daļa). Kad presēšanas instruments ir iedarbināts, presēšanas process notiek automātiski un to nevar apturēt. Ja, kāda iemesla dēļ, presēšanas process tiek pārtraukts, savienojums ir jāizjauc (jāizgriež) un pareizi jāuzstāda jauns savienojums. Ja uzstādītājam ir presēšanas instrumenti un spailes, kas nav piegādātas KAN-therm Copper sistēmas komplektācijā, par to lietošanu jākonsultējas ar uzņēmumu KAN-therm.
7. 42–108 mm diametru savienojumu presēšana Spaiļu sagatavošana
Lielāka diametra sistēmām (42 mm, 54 mm, 66,7 mm, 76,1 mm, 88,9 mm, 108 mm) jāizmanto īpaši četru daļu uzmaucamas spailes. Spailes atlocītā veidā jāuzliek uz veidgabala. Spailēm ir īpaša grope, kurā ietilpst veidgabala izcilnis (gredzenblīves atrašanās vieta).
8. Kad spailes ir pareizi novietotas uz veidgabala, tās ir gatavas savienošanai ar presēšanas instrumentu.
9.Presēšanas instrumenta pievienošana spailēm
Spailēm jāpievieno presēšanas instruments ar iepriekš uzstādītu, piemērotu adapteri. Svarīgi nodrošināt, ka presēšanas instruments tiek savienots ar spailēm atbilstoši instrumenta norādījumiem. Ar spailēm savienoto presēšanas instrumentu var iedarbināt, lai pilnībā sapresētu savienojumu.
10. Presēšana
Kad presēšanas instruments ir iedarbināts, presēšanas procesu nav iespējams apturēt. Ja, kāda iemesla dēļ, presēšanas process tiek pārtraukts, savienojums ir jāizjauc (jāizgriež) un pareizi jāuzstāda jauns savienojums. Kad presēšanas ir pabeigta, presēšanas instruments automātiski atgriežas sākotnējā stāvoklī. Pēc tam presēšanas instrumenta (adaptera) sviras jāizvelk no spailēm. Lai spailes noņemtu no veidgabala, to ir atkārtoti jāatbloķē (42–108 mm diametru sistēmām) un pēc tam jādemontē. Spailes jāuzglabā somā bloķētā veidā.
Montāžas attālumi
Vara caurules, kas ir apstiprinātas lietošanai ar KAN-therm Copper sistēmu
| Ø [mm] | A [mm] | dmin [mm] |
| 12 | 17 | 10 |
| 15 | 20 | 10 |
| 18 | 20 | 10 |
| 18 | 20 | 10 |
| 22 | 21 | 10 |
| 28 | 23 | 10 |
| 35 | 26 | 10 |
| 42 | 30 | 20 |
| 54 | 35 | 20 |
| 66,7 | 50 | 30 |
| 76,1 | 50 | 55 |
| 88,9 | 64 | 65 |
| 108 | 64 | 80 |