





















- Piedāvājums
- KAN-therm instalācijas sistēmas
- Jaunums! System KAN-therm ultraLINE
- System KAN-therm Push
- System KAN-therm ultraultraPRESS
- System KAN-therm PP
- System KAN-therm Steel
- System KAN-therm Inox
- System KAN-therm Steel Sprinkler
- System KAN-therm Inox Sprinkler
- System KAN-therm Groove
- System KAN-therm Copper
- System KAN-therm Tacker
- System KAN-therm Profil
- System KAN-therm Rail
- System KAN-therm TBS
- System KAN-therm Football
- KAN-therm Kolektori InoxFlow
- KAN-therm Skapji Slim & Slim+
- Piedāvājums
- Instalācijas veidi
- Investments calculator
- Kalkulatori
- Automātika KAN-therm
- KAN-therm instalācijas sistēmas
- Lejuplādēt
- Kvalitātes garantija
- Realizācijas
- Par mums
- Kontakt





Savienošanas tehnika
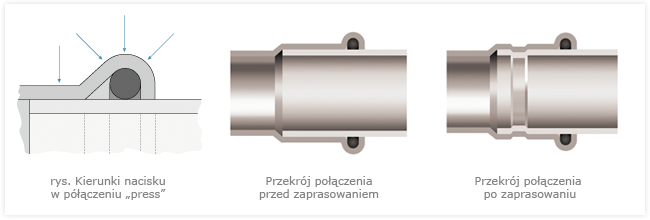
Sistēma KAN-therm Steel ir pamatota uz iepresētu savienojumu "ultraPRESS" tehnikas, kura izmanto "M" spailes profilu. Tas atļauj:
-
sasniegt trīsplaknības nospiedienu uz O-Ring, kas garantē attiecīgu deformāciju un piekļāvumu pie caurules virsmu,
-
pilnīgi slēgt platību, kur ir novietots O-Ring, spiežot fitinga malu pie caurules virsmas, kas sargā no netīrumu iekļūšanas fitinga iekšā, un veido dabisku mehānisku blīvējuma aizsardzību, kā arī savienojuma mehānisku stiprināšanu,
-
kontrolēt blīvējuma stāvokli sakarībā ar O-Ring ligzdas formu pie fitinga malām.
1. Caurules griezt perpendikulāri asij, lietojot bloka griezēju. Pieļaujami ir citi instrumenti, piem. rokas un elektriski zāģi, paredzēti ogles tērauda griešanai, bet tikai kad ir saglabāta griešanas perpendikularitāte un nav bojātas grieztas malas. Nedrīkst lauzīt nogrieztu caurules gabalu. Griešanai nedrīkst izmantot degli un griešanas disku. Mērījot garumu atzāģēšanai, nedrīkst aizmirst, lai ievērot caurules iegremdēšanas dziļumu.


2. Lietojot rokas vai elektrisku fāzētāju (lielākiem diametriem - pusloka tērauda vīle), fāzēt atgrieztas caurules ārēju un iekšēju malu, izraidot visas šķēršļus, kuras var bojāt O-Ring montāžas laika. Izraidīt skaidas uz caurules un iekšā, lai nepaaugstināt punkta korozijas risku.


3. Lai sasniegt attiecīgu savienojuma izturību, ievērojiet attiecīgu caurules novietošanas dziļumu. Attiecīgu dziļumu atzīmēt uz caurules (vai uz fitinga ar kailu uzgaļu) lietojot marķieru. Pēc iepresēšanas atzīme jābūt redzama uzreiz pie fitinga malas.

4. Pirms montāžas vizuāli pārbaudīt attiecīga O-Ringa esamību un stāvokli. Pārbaudīt, vai nav skaidu vai citu piesārņojumu uz caurules un fitinga, kuri var bojāt blīvējumu caurules novietošanas fāzē. Pārbaudīt, vai attālums starp kaimiņu fitingiem nav mazāks nekā pieļaujams.

5. Pirms iepresēšanas cauruli centrāli jānovieto savienojumā atzīmētā dziļumā (pieļaujama viegla rotējoša kustība). Eļļu, smērvielu un citu taukainu vielu pielietošana caurules novietošanas atvieglošanai ir aizliegta (pieļaujami - ūdens vai ziepes šķīdums, rekomendēti spiediena pārbaudei ar saspiesto gaisu). Daudzu savienojumu vienlaicīgas montāžas gadījumā (caurules novietošana fitingos) pirms katra kārtēja iepresēšanas pārbaudīt atzīmētu novietošanas dziļumu.
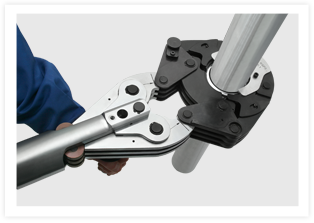
6. Pirms iepresēšanas procesa uzsākšanas pārbaudīt darbarīku kārtīgumu. Rekomendējam izmantot spīles un presēšanas spailes, kuru piegādā KAN-therm sistēma. Vienmēr pielāgojiet attiecīgu spailes izmēru izveidota savienojuma diametram. Presēšanas spaile jābūt novietota uz savienojuma tādā veidā, lai profilēšana tieši apņemtu O-Ring novietošanas vietu fitingā (fitinga izliekta daļa). Pēc spīles iedarbināšanas iepresēšanas process ir automātisks un nevar būt apturēts. Gadījumā, kad iespīlēšanas process tika pārtraukts, savienojumu ir jādemontē (jāizgriež) un jāveido jaunu pareizu savienojumu.

6.1. Vislielāko diametru (64; 76,1; 88,9; 108) iepresēšanai ir izmantotas speciālās četrdaļu spailes un Klauke vai Novopress spīles. Spaili, pēc noņemšanas no čemodāna, jāatbrīvo, noņemšot speciālu tapu, un pēc tam jāizstiepj.

6.2. Izstieptas spailes novietot uz fitinga. Spailei ir speciālā rieva, kurā jāiepresē fitinga uzmavu. Uzmanību: Tabuliņa ar uzdrukātu spailes izmēru (redzama uz zīmējuma) vienmēr jābūt novietota no caurules puses.

6.3. Pēc spailes pareizas uzstādīšanas uz fitinga to atkārtoti jānodrošina ar maksimālu tapas iespiešanos. Un tikai tad spaile ir gatava spīles pieslēgšanai.

6.4. Spīles jābūt pieslēgtas pie spailēm kā attēlo zīmējums. Obligāti jākontrolē, lai spailes elementi tika iebāzti līdz galam, speciālās spīles vietās. Maksimālā novietošanas dziļuma vietas ir apzīmētas uz ierīces elementiem. Tā pieslēgtas spīles var būt iedarbinātas, lai pilnīgi iepresēt savienojumu.
6.5. Pēc spīles iedarbināšanas iepresēšanas process ir automātisks un nevar būt apturēts. Gadījumā, kad iespīlēšanas process tika pārtraukts, savienojumu ir jādemontē (jāizgriež) un jāveido jaunu pareizu savienojumu. Pēc iepresēšanas spīles automātiski atgriežas uz sākuma pozīciju. Tad jānoņem spailes elementus no spailēm. Lai noņemt spailes no fitinga, jānoņem tapu un jāizstiepj spailes. Spailes glabāt čemodāna nodrošinātā stāvoklī - nobloķētas.
